En la 1ra parte de esta nota vimos que el Laser se utiliza en: 1) Medicina; 2) Telecomunicaciones; 3) En la industria; 4) En ciencia y
tecnología; 5) En las fuerzas armadas. En la 1ra
parte presentamos las aplicaciones en
medicina y en la 2da parte presentamos las
aplicaciones en Telecomunicaciones. En esta 3ra parte presentaremos las
aplicaciones en la industria.
Usos del Laser en la industria.
a) Se usa para cortar vidrio, cristales, cerámicas,
cuarzo, metales, plástico, madera, etc. También se usa para agujerear, para
soldar y para tallar.
En la Fig.1
se puede observar el esquema del principio del corte por laser.
 |
Fig.1
– Esquema del principio del corte por LASER. Un rayo láser casi
paralelo, que generalmente es invisible, se genera en la fuente del láser y se
dirige al cabezal de corte por los espejos, donde se concentra (enfoca) por una
lente en un punto pequeño.
|
Tradicionalmente
el corte de un cristal plano se realiza con un rayado mecánico previo y un
proceso de rotura posterior. A menudo este proceso genera microfisuras que
debilitan la resistencia del cristal. Hoy en día existen láseres capaces de
realizar tanto el rayado previo como el corte laser de vidrio y cristal, con lo
que se obtienen caras de corte totalmente limpias.
El
rayo laser se puede enfocar sobre una zona muy compacta de un material. Esto
permite que la energía lumínica, que la luz posee, se convierta en energía
térmica cuando llega a la superficie de un material. La energía altamente
concentrada puede causar la fundición o la evaporación instantánea del material iluminado por el
rayo laser. Los equipos utilizados para producir la soldadura laser (LBW: Laser
Beam Welding), los cortes laser (LBC: Laser Beam Cuts), o la perforación laser
(LBD: Laser Beam Drilling), son similares en diseño y operación. En la mayoría
de las operaciones de soldadura y de corte con laser se utiliza un laser de gas
y en la mayoría de las operaciones de perforación se utiliza un laser de estado
sólido.
En
todas las operaciones con laser, la capacidad de la superficie del material
para absorber o reflejar el laser afecta mucho la eficiencia de la operación.
Algunos materiales reflejan la luz laser más que otros. El nivel de absorción
aumentará para cualquier material una vez que que el rayo laser empiece a
calentar la superficie. Una vez que la temperatura de la superficie alcance un
umbral, el proceso continuará con un nivel más alto de eficiencia.
Tanto
la soldadura, como el corte laser, llevan el material a un estado de fusión. En
el proceso de soldadura se permite que el material fluya y se enfríe para
formar el material de la soldadura. En el proceso de corte se dirige un chorro
de gas dentro del material fundido para expulsarlo por la parte inferior del
corte. Aunque el laser se utilizaba principalmente para cortar materiales muy
delgados, se puede utilizar para cortar acero al carbono de hasta 1 pulgada de espesor.
El
gas de asistencia al corte puede ser un gas no reactivo o un gas exotérmico. La
tabla de la Fig.2
enumera los distintos gases y los materiales que se cortan con ellos.
 |
Fig.2
– Distintos gases de asistencia al corte con laser y los materiales que se cortan
|
b) Se usa en la industria electrónica para
recortar los componentes de los circuitos integrados.
El
láser se utiliza para ajustar con precisión la resistencia y la capacidad en
los circuitos integrados. Cuando se realiza, la influencia térmica en los
componentes adyacentes es mínima, no hay contaminación y es adecuado para
control por computadora, con alta velocidad de procesamiento, alta eficiencia y
monitoreo continuo, en comparación con los métodos de ajuste fino convencional.
El
valor de resistencia (en Ω) de una resistencia de película, se define por sus
dimensiones geométricas (longitud, ancho y alto) y el material de la
resistencia: R = ρ.L/S (donde ρ es la resistividad del material, L la longitud
y S la sección transversal = ancho por alto). Un corte (mediante el quemado) lateral
en el material de resistencia por el láser, disminuye la sección y aumenta el
valor de resistencia. En la fig.3 se muestran los cortes utilizados para
ajustar el valor de las resistencias meiante quemado por laser.
 |
Fig.3
– Distintos tipos de cortes realizados para el ajuste de las resistencias.
|
Cada
uno de los cortes tiene una curva de R = f (Long. del corte) diferente.
El
corte I (o plunge cut) es el corte
más simple y rápido. La desventaja de este corte es el crecimiento exponencial
de la resistencia durante el corte. Esto le brinda una menor precisión de
corte. El corte debe colocarse en el centro de la longitud de la resistencia,
para obtener la máxima variación de su valor. (Fig.4)
 |
Fig.4 – R=f (Long. del corte I )
|
El corte L (Fig.5) permite un ajuste
lineal a partir del comienzo del corte vertical con una variación más lenta de
la resistencia, lo que lermite un ajuste más fino.
 |
Fig.5 – R = f (Long. del corte L)
|
Los
capacitores de chip ajustables se construyen como capacitores de placa
multicapa. La vaporización de la capa superior con un láser disminuye la
capacidad al reducir el área del electrodo superior: C = ε.S /d (donde ε es el
coeficiente dieléctrico, S la superficie de las placas enfrentadas y d la separación
entre ellas).
c) Se usa para el tratamiento térmico en la
industria automotriz.
El
tratamiento térmico con láser, también conocido como endurecimiento con láser,
es un proceso de modificación de la superficie del material, utilizado para
aumentar la resistencia al desgaste o extender la vida útil de los artículos
que van desde herramientas domésticas hasta piezas en la fabricación de
automóviles y herramientas en la industria pesada y los sectores de
transporte.
El
tratamiento térmico con láser es un proceso en el que un rayo láser, con un
tamaño de punto típico entre 0,5 × 0,5 pulg. y 2 × 2 pulg., Ilumina la
superficie de una parte metálica como medio para suministrarle calor (Fig.6).
La energía del láser se entrega de tal manera que eleva la temperatura de la
superficie del metal por encima de su temperatura de transformación
metalúrgica. Cuando se elimina la fuente de calor del láser, la masa
térmica del metal proporciona un enfriamiento rápido del área calentada
mediante la eliminación del calor mediante conducción, lo que resulta en la
dureza deseada.
El
endurecimiento por láser se usa más comúnmente para materiales de acero y
hierro fundido. El laser transforma las partes metálicas mediante un
calentamiento localizado controlado, a la vez que conservan las propiedades
metalúrgicas del material base.
La
absorción depende del tipo de material, el contenido de carbono, la
microestructura, el estado de la superficie, el tamaño y la geometría de la
pieza, y generalmente está restringida a la capa superficial.La profundidad de
endurecimiento varía de 0,2 a 2,0 mm. El tratamiento
térmico con láser proporciona a los fabricantes un proceso preciso y controlado
para modificar sus herramientas y equipos para una mayor resistencia al
desgaste.
Cualquier
acero con contenido de carbono de 0.2% o mayor es tratable térmicamente con
laser. En general, la dureza obtenida con láser es comparable o mejor que
la dureza lograda mediante el uso de técnicas convencionales.
En
comparación con las técnicas convencionales de tratamiento térmico, como la
inducción, el horno y el tratamiento térmico con llama, los beneficios del
tratamiento térmico con láser son:
1) Profundidad de dureza
constante.
2) No se requiere fresado duro en la
mayoría de las matrices automotrices.
3) Mayor dureza debido al
rápido enfriamiento
4) Aplicación precisa de la energía
del haz laser al lugar de trabajo.
 |
Fig.6
– Endurecimiento con laser
|
En
el caso de las matrices automotrices, los ahorros de costos, que resultan del
cambio de los procesos convencionales de tratamiento térmico, al tratamiento
térmico con láser, se deben a la eliminación de las operaciones de fresado duro
que generalmente se requieren después del uso de esos procesos convencionales.
d) Se usa en los
supermercados para leer el "número de producto", contenido en el
código de barras de la etiqueta de cada producto, el que se transmite a la computadora. La computadora realiza
una "búsqueda del precio" en su disco rígido y dicho precio es
enviado al terminal de la cajera e impreso en el ticket. Por lo tanto,
los códigos de barras tienen solo datos de identificación de los productos
y la computadora los usa para buscar el precio.
Cómo los códigos de barras
representan los números del 0 al 9
Como
se muestra en la Fig.7 ,
a cada dígito en el número de producto se le asigna el mismo ancho horizontal:
exactamente 7espacios. Luego, para representar cualquiera de los números
del cero al nueve, simplemente llenamos esos siete espacios con un patrón
diferente de barras en blanco y negro. Por lo tanto, el número uno se
representa mediante dos barras blancas, dos barras negras, dos barras blancas y
una barra negra final, mientras que el número dos está representado por dos
barras blancas, una barra negra, dos barras blancas y dos barras negras finales.
 |
Fig.7 – Representación mediante el código de barras
de los números del 0 al 9
|
Los escáneres láser usan un rayo láser como fuente de luz y
generalmente emplean un espejo oscilante o un prisma giratorio para escanear
con el rayo láser el código de barras de izquierda a derecha. Se utiliza un
fotodiodo para medir la intensidad de la luz reflejada por el código de barras. La luz emitida por la fuente del laser
se sintoniza a una frecuencia específica y el fotodiodo está diseñado para detectar
solo esa frecuencia.
El rayo laser se reflejará en las barras blancas del código de
barras del producto, produciendo el fotodiodo una señal analógica positiva a su
salida. En las barras negras el rayo
laser no se reflejará, siendo absorbido por la etiqueta del código de barras,
obteniéndose una señal de valor cero a la salida del detector (Fig.8)
El Codificador convertirá la señal analógica recibida del detector
en una señal digital, que entregará a la computadora.
 |
| Fig.8 – El principio de funcionamiento del escáner laser del código de barras |
e) Se usa el LASER ultravioleta en las industrias
de semiconductores para la fotolitografía. La fotolitografía es el método
utilizado para la fabricación de placas de circuito impreso y microprocesadores
mediante el uso de luz ultravioleta.
f) Se usa para perforar las boquillas de aerosoles
y controlar los orificios con la precisión requerida.
g) Se usa para el
encendido en los motores a gasolina, en reemplazo de la chispa eléctrica de las
bujías convencionales.
Encendido con LASER en motor a
gasolina
Un
equipo de investigación reemplazó la ignición por bujía eléctrica convencional
del motor de gasolina, con un sistema basado en láser, lo que mejoró el
rendimiento del motor y redujo las emisiones.
Para
demostrar esto, un equipo de investigación compuesto por tres organizaciones
rumanas ha configurado y probado un motor Renault estándar, utilizando el
encendido por láser, logrando mejoras en la eficiencia del combustible y
reducción de los contaminantes del escape (Fig. 9). Cada
"bujía" basada en láser, consistía en una fuente de diodo láser de 807 µm, que luego
"bombeaba" un láser para aumentar la potencia de salida. La
acción de bombeo utilizó una duración de pulso
de bombeo de 250 µs con una frecuencia de repetición de aproximadamente 100 Hz. La salida final se acopló
al cilindro del motor a través de una fibra óptica de 600 µm.
La
disposición general entregó pulsos de 4
mJ con una longitud de onda de 1,06
µm y un ancho de 0.8-ns al
cilindro. Para que la energía del láser alcance el cilindro, a cada uno se
le colocó una ventana de zafiro con un adhesivo epóxico especial. El
adhesivo podría soportar temperaturas de funcionamiento de −70 a + 170 ° C.El
rayo láser se enfocó dentro de cada cilindro en el mismo lugar donde una bujía
convencional crea su chispa. (Fig.10)
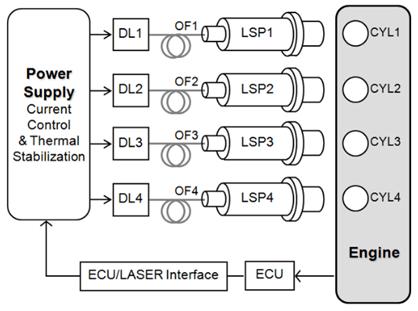 |
Fig.9
- Diagrama en bloques de la configuración experimental, incluído el diodo láser
(DL), la fibra óptica (OF), la bujía de encendido láser (LSP), el cilindro del
motor (CYL) y la unidad de control electrónico (ECU).
|
 |
Fig.10
- Las bujías-Laser y la fibra óptica
|
Muy útil la explicación,sobre todo en lo que atañe a la medicina. Me fué muy útil. Gracias.
ResponderEliminarBuy laser trimming machine near me is matchable.
ResponderEliminar